您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.k3520.com
地址:河北省泊頭市工業開發區
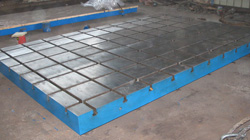
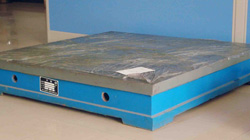
機床鑄件的鉆孔方法
作者:bthhjx1 發布時間:2016-10-09
內容摘要:在機床鑄件斜面上鉆孔,要先用立銑刀在灰鐵鑄件斜面上洗出一個平面,再用小鉆頭鉆一個小孔,才可以用標準的鉆頭操作
在機床鑄件斜面上鉆孔,要先用立銑刀在灰鐵鑄件斜面上洗出一個平面,再用小鉆頭鉆一個小孔,才可以用標準的鉆頭操作,這樣操作起來就不容易傾斜,我們遇到不同的孔要想不通的辦法來解決。才能孔的質量。攻絲和套扣,用絲錐切削內螺紋叫做攻絲,用板牙鉸制外螺紋叫做套扣。鉆孔的操作,鉆孔時,灰鐵鑄件先鉆一個淺坑,防止偏心,如果需要鉆孔的灰鐵鑄件材質比較硬,要經常抽出鉆頭,排除切屑,方式卡斷鉆頭,如鉆比較大的孔,要先用小的鉆頭鉆一個小的孔,再用大的鉆頭,以免鉆頭損壞,同時減少鉆頭的阻力。