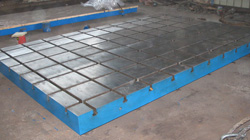
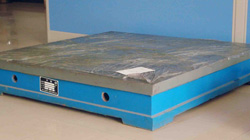
您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.k3520.com
地址:河北省泊頭市工業開發區
消失模鑄件模型澆注的溫度及工藝
作者:bthhjx1 發布時間:2016-09-09
內容摘要:鑄造在澆注鐵水的時候要嚴格控制鐵水的溫度及流速。
澆注溫度要適宜:由于消失模的充型過程中要放熱氣化泡沫,鋼鐵的澆注溫度較砂型鑄造高30-50℃。金屬液與泡沫的熱作用受澆注溫度的制約,澆注溫度適宜熱解充分,模樣的熱解產物主要呈小分子氣態,在負壓場的作用下容易排出型腔,當澆注溫度低時,模樣的熱解不充分,液相殘留物會堵塞涂料層,熱解氣體排出受阻,型腔內形成反壓力,充型流動性由此下降,再加上凝固,液體附近的氣渣來不及浮集到冒口內,生成氣孔的機率增大。當然澆注溫度要與冶煉的材料相匹配,以避免因溫度高或底而產生的其他鑄造缺陷。
合理的澆注工藝:消失模的澆注工藝是以充滿澆杯封閉直澆口為原則,如果澆注穩定中間的速度忽快忽慢,會使充型造成劇烈的紊亂并在型腔內劇烈沸騰,將來不及氣化的泡沫包挾在合金液體內形成氣孔,特別不允許暴露直澆道使渣、氣侵入,理想的澆注速度是金屬液的充型速度等于或略小于模型的氣化速度。