您好,歡迎登陸泊頭市輝宏機(jī)械制造有限公司網(wǎng)站,我們專業(yè)生產(chǎn)機(jī)床鑄件,鑄鐵T型槽平臺(tái)等產(chǎn)品,虔誠(chéng)期待您的來(lái)電或來(lái)廠洽談!


控機(jī)床床身鑄件")
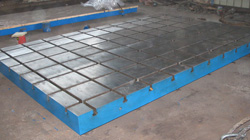
床工作臺(tái)鑄件")
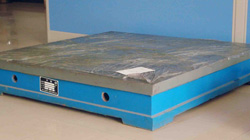
床鑄件毛坯")

床床身鑄件")
床底座底腳鑄件")
 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷(xiāo)售聯(lián)系人:18333767779(李女士)
15720412968(張女士)
網(wǎng)址:http://www.k3520.com
地址:河北省泊頭市工業(yè)開(kāi)發(fā)區(qū)
怎樣防治消失模鑄件鑄鋼件增碳缺陷
作者:bthhjx1 發(fā)布時(shí)間:2016-07-06
內(nèi)容摘要:消失模鑄件鑄鋼件增碳缺陷的防治可從以下幾個(gè)方面展開(kāi): (1)選用低密度模料。采用EPS時(shí)模樣密度控制在0.016~0.025克每立方厘米,改用低碳模料EPS(C8H8)改為EPMMA(C5H8),這樣減少
消失模鑄件鑄鋼件增碳缺陷的防治可從以下幾個(gè)方面展開(kāi):
(1)選用低密度模料。采用EPS時(shí)模樣密度控制在0.016~0.025克每立方厘米,改用低碳模料EPS(C8H8)改為EPMMA(C5H8),這樣減少模樣的含碳量。也可以采用空心結(jié)構(gòu)的模樣和空心結(jié)構(gòu)澆注系統(tǒng)。
(2) 適宜的澆注溫度和澆注速度,澆注系統(tǒng)的開(kāi)設(shè)決定著鋼液流向和速度;澆注溫度提高,澆注速度也提高,模料分解加快,不易氣化,產(chǎn)物中液相量也增加,同時(shí),鋼液與模樣的間隙減少,液相分解物常被擠出間隙,擠到涂層和金屬業(yè)之間,造成接觸面增加,碳濃度增加,這些區(qū)域滲碳量就增加。
(3)選擇合理澆注工藝。鑄型及澆注工藝設(shè)計(jì)要能加速模料氣化,減少及錯(cuò)開(kāi)其分解產(chǎn)物中液相和固相接觸和反應(yīng)時(shí)間,可減少或避免鋼件滲碳。
(4)提高涂層或干砂鑄型的透氣性,其透氣性越好,模料分解的產(chǎn)物逸出越快,從而降低了鋼液和模樣的間隙中分解物濃度和接觸時(shí)間。
(5)在模樣中加入添加劑(脫碳劑)防止鑄鋼件滲碳。
(6)采用精塑模符合鑄造工藝。
(7)使用防滲碳涂料。