電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.k3520.com
地址:河北省泊頭市工業開發區
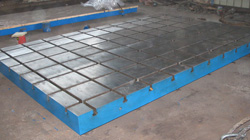
機床床身特點和鑄造須知
機床床身分析退火種類:常見的退火工藝有:再結晶退火,去應力退火,球化退火,退火等。退火的目的:主要是降低金屬材料的硬度,提高塑性,以利切削加工或壓力加工,減少殘余應力,提高組織和成分的均勻化,或為后道熱處理作好組織準備等。1.退火和等溫退火退火又稱重結晶退火,一般簡稱為退火,這種退火主要用于亞共析成分的各種碳鋼和合金鋼的鑄,鍛件及熱軋型材,有時也用于焊接結構。一般常作為一些不重工件的 終熱處理,或作為某些工件的預先熱處理。2.球化退火球化退火主要用于過共析的碳鋼及合金工具鋼(如制造刃具,量具,模具所用的鋼種)。其主要目的在于降低硬度,切削加工性,并為以后淬火作好準備。3.去應力退火去應力退火又稱低溫退火(或高溫回火),這種退火主要用來鑄件,鍛件,焊接件,熱軋件,冷拉件等的殘余應力。如果這些應力不予,將會引起鋼件在時間以后,或在隨后的切削加工過程中產生變形或裂紋。
床身特點:
(1)性與消震性好。由于鑄鐵中石墨有利于潤滑及貯油,所以性好。同樣,由于石墨的存在,灰口鑄鐵的消震性優于鋼。
(2)工藝性能好。由于灰口鑄鐵含碳量高,接近于共晶成分,故熔點比較低,流動性良好,收縮率小,因此適宜于鑄造結構復雜或薄壁鑄件。另外,由于石墨使切削加工時易于形成斷屑,所以灰口鑄鐵的可切削加工性優于鋼。
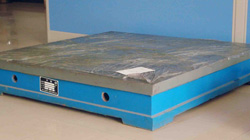
機床床身鑄造須知:
1、鑄造機床床身的方法應要和生產批量相適應。低壓鑄造、壓鑄、離心鑄造等鑄造方法,因設備和模具的價格昂貴,所以只適合批量生產。
2、在鑄造過程中應優先采用砂型鑄造,主要原因是砂型鑄造較之其它鑄造方法成本低、生產工藝簡單、生產周期短。當濕型不能滿足要求時再考慮使用粘土砂表干砂型、干砂型或其它砂型。粘土濕型砂鑄造的鑄件重量可從幾公斤直到幾十公斤,而粘土干型生產的鑄件可重達幾十噸。
3、要兼顧鑄件的精度要求和成本。
機床床身鑄造方法:鑄造方法常用的是砂型鑄造,其次是特種鑄造方法,如:金屬型鑄造、熔模鑄造、石膏型鑄造等。而砂型鑄造又可以分為粘土砂型、粘結劑砂型、樹脂自硬砂型、消失模等等。
4、在選擇造型方法的同時要應適合工廠條件。
比如同樣是生產大型機床床身等鑄件,一般采用組芯造型法,不制作模樣和砂箱,在地坑中組芯;而另外的工廠則采用砂箱造型法,制作模樣。