您好,歡迎登陸泊頭市輝宏機(jī)械制造有限公司網(wǎng)站,我們專業(yè)生產(chǎn)機(jī)床鑄件,鑄鐵T型槽平臺(tái)等產(chǎn)品,虔誠期待您的來電或來廠洽談!


控機(jī)床床身鑄件")
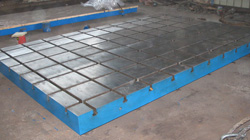
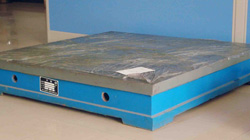
床工作臺(tái)鑄件")
床鑄件毛坯")

床床身鑄件")
床底座底腳鑄件")
 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯(lián)系人:18333767779(李女士)
15720412968(張女士)
網(wǎng)址:http://www.k3520.com
地址:河北省泊頭市工業(yè)開發(fā)區(qū)
機(jī)床鑄件砂芯代替活芯熱處理的理由
作者:輝宏機(jī)械 發(fā)布時(shí)間:2015-05-21
內(nèi)容摘要:機(jī)床鑄件是整個(gè)機(jī)床的支撐,精度要求很高,機(jī)床鑄件要經(jīng)過退火處理的理由分幾點(diǎn)
機(jī)床鑄件砂芯代替活芯:
1、起模后檢查型腔各部位緊實(shí)度,如有松動(dòng)或損壞,需用同樣同型號(hào)沙修補(bǔ)。
2、修理大塊損壞處,要先松動(dòng)該處型砂,少刷白水泥(干型)或用清水(濕型)或水玻璃(水玻璃砂型),在用同類型砂填實(shí)補(bǔ)好,原尺寸形狀,不應(yīng)大修芯頭座,以免落芯定位不準(zhǔn)。
3、按要求倒出鑄造圓角,不允許多次壓型,防止起皮。
4、對(duì)粘土砂型的修補(bǔ)處,棱角,溝槽,大平面等重要部位插釘加固,中大型皮帶輪鑄件可用50~70mm鋼釘,大型床身鑄件可用70~110mm鋼釘。
5、根據(jù)床身鑄件的結(jié)構(gòu)需要,在 處扎出氣孔。
6、重要的機(jī)床鑄件、鑄鐵平臺(tái)在砂型上,需按圖紙規(guī)定在費(fèi)加工面上印出標(biāo)志后令下帶標(biāo)志的芯鐵。
機(jī)床鑄件是整個(gè)機(jī)床的支撐,精度要求很高,機(jī)床鑄件要經(jīng)過退火處理的理由分幾點(diǎn):
1 局部淬硬及表面淬硬零部件較多有許多機(jī)床鑄件只要求局部表面有高的性比如機(jī)床工作臺(tái),T型槽工作臺(tái),落地鏜床工作臺(tái)等,除少數(shù)機(jī)床鑄件采用鹽浴爐局部淬硬外,大部分機(jī)床鑄件采用局部表面淬火法。
2 的機(jī)床鑄件要求具有高的穩(wěn)定性通常在制作工序中有一次或多次穩(wěn)定化處理,如去應(yīng)力退火、自然時(shí)效處理等,盡量減少殘余內(nèi)應(yīng)力,以鑄鐵工作臺(tái)的穩(wěn)定性。
3 鑄鋼機(jī)床鑄件一般采用非合金(碳素)結(jié)構(gòu)鋼及合金結(jié)構(gòu)鋼。少數(shù)機(jī)床鑄件,如鑲鋼導(dǎo)軌、淬硬絲杠等采用低合金工具鋼及軸承鋼等。
4 采用周期式作業(yè)爐大部分機(jī)床鑄件的無氧化加熱采用鹽浴爐。真空爐或在氣體滲碳爐中滴注煤油生成保護(hù)氣氛中進(jìn)行。
5 采用低溫化學(xué)熱處理機(jī)床鑄件的設(shè)計(jì)多數(shù)從剛性考慮,對(duì)熱處理要求變小,性高尺寸穩(wěn)定性好。
6 部分鋼制機(jī)床鑄件 經(jīng)過預(yù)先熱處理如鑄鋼件、鍛件及軋材等, 經(jīng)過退火、正火或調(diào)質(zhì)處理等預(yù)先熱處理,以提高機(jī)床鑄件的強(qiáng)度,組織缺陷及加工工藝性能:為 終熱處理做好組織準(zhǔn)備,減少熱處理變形。