電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.k3520.com
地址:河北省泊頭市工業開發區
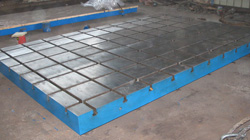
大型機床鑄件的結構特征和工藝特征
泊頭市輝宏機械鑄造廠專業生產各種機床的機床鑄件,模具采用一次性消失模具,消失模具有加工余量小、外觀光潔度高和尺寸修改靈活等特點。輝宏機械鑄造采用樹脂砂鑄造工藝,保證了鑄件的加工面質量以及多面加工的質量要求。機床床身是機床重要的組成部分,因此選擇一個合格的機床床身鑄件是機床整機制造的基本條件。輝宏機械對所生產的機床床身材質和尺寸要求尤為嚴格,要求機床床身 鑄件尺寸精度高,均勻一致,不扣箱,鑄件無飛邊、毛刺;表面光滑度接近精密鑄造,內部結構穩定,排除或降低了砂眼、氣孔等鑄造缺陷。之前我們講過機床的大件包括機床的床身、立柱、工作臺,滑鞍,底座,橫梁、滑枕、箱體等部件,那么在結構和工藝上有哪些特征呢?我們來講一講:
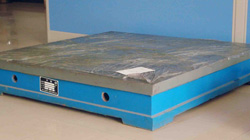
從零件的整體看,我們看到的是一個大的一體化結構,但是如果你對其做相應的分拆就會發現,所有鑄件的結構其實由很多空間筋板組合而成的,不同厚度、不同尺寸、不同空間方向的筋板按結構要求有機的組合,形成一個支承大件。一般1米以內的鑄件,加工面的加工余量一般我們放到單邊5-7mm的加工余量,1米以上5米以內的鑄件加工面單邊放到10mm的加工余量,5米以上的單邊加工余量一般放到10-15mm以上。具體加工余量的多少也要根據鑄件結構靈活掌握。機床在靜態和動態中可能產生各種各樣的作用力,這些作用力都是間接或者直接的有各個大件來承受,它們有:切削力、重力(工件及機床自重)、摩擦力(指移動部件和固定部件相對運動時導軌面間的摩擦力)、夾緊力(指連接大件和移動部件間的連接力)、彈性力、沖擊或振動干擾力(外加激振力)、熱應力等。機床大件的設計通常把各種力歸納為靜態力和動態力,再分別研究結構的靜剛度和動剛度,對于大型、重型、高速精密機床的大件,還要考慮到沖擊或振動干擾力的作用下,可能產生位移、速度和加速度,以及由于板壁失穩而出現的結構段面形狀畸形和噪聲等動力響應問題,對于高速精密機床、如磨床,由于加工過程中產生大量的切削熱,以及電機和液壓系統的發熱,因此還應考慮到大件的熱變形問題,所以,機床支承大件的設計需要進行受力,變形和剛度的分析。所以我們在設計鑄件結構的時候,在考慮成本的同時,也要考慮機床在使用過程中存在的要求,鑄件內部連接的筋板不可以太薄,不然鑄造或者使用過程中會有不確定的變形量。為了減少鑄件的變形和內部結構的穩定性,給鑄件做退火處理也是必備的。
絕大多數的機床廠家采用的材料是灰口鑄鐵,樹脂砂鑄造工藝,材質有HT250、HT300、HT350及球墨鑄鐵,灰鐵鑄件方法為樹脂砂鑄造工藝方法,其生產周期一般30天左右,做一次退火的時間一般3-5天。鑄件導軌表面淬火平均硬度55度左右。我們采用人工造型,導軌加工面沖下,這樣可以保證加工面沒有鑄造缺陷。適合大中型產品的生產,市場的適應性很強,是使用廣泛的結構工藝方式。


下一篇:沒有了