您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.k3520.com
地址:河北省泊頭市工業開發區
翻砂機床床身鑄件鐵水澆鑄后的保溫時間
作者:bthhjx1 發布時間:2023-03-22
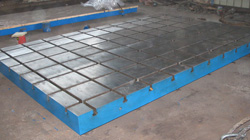
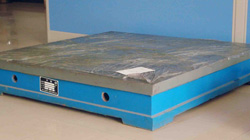
內容摘要:泊頭市輝宏機械鑄造廠生產各種機床的機床結構鑄件,模具采用一次性消失模具,消失模具有加工余量小、外觀光潔度高和尺寸修改靈活等特點。輝宏機械鑄造采用樹脂砂鑄造工藝,的
泊頭市輝宏機械鑄造廠生產各種機床的機床床身鑄件,模具采用一次性消失模具,消失模具有加工余量小、外觀光潔度高和尺寸修改靈活等特點。輝宏機械鑄造采用樹脂砂鑄造工藝,的了鑄件的加工面質量以及多面加工的質量要求。鐵水澆鑄后的保溫時間是根據鑄件的大小來決定的 一般幾十公斤或幾百公斤的鑄件保溫時間大概24-48小時,幾噸或者十幾噸的鑄件要保溫48-72小時,因為鑄件溫度過高出箱以后會因為遇到冷空氣,表面出現皮硬的現象。

如何鐵液的流動狀態?
出鐵溫度不但影響渣鐵分離效果,而且影響鐵液的流動性。當出鐵溫度控制不當時,鐵液流動性, 爐前工人需不斷疏導鐵液, 生鐵錠表面質量。適當增加鐵液的過熱度, 可以鐵液的流動性,但過熱度過高容易發生縮孔縮松等缺陷。要高爐鐵液的出爐溫度,當某爐的鐵液較少時,鐵液的溫度低、流動性差,生鐵表面質量相應很差。這主要是由于工人不按要求提早開包眼造成的。所以要求當鐵液達到指定高度時才能開包眼。可以采用模具化流嘴設計,流嘴處的鐵液流動狀態。由于大多數流嘴是由爐前工人手工制作,散水面的高度、寬度,散水面側壁的斜度、搗實程度等都因人而異,普遍存在的問題是流嘴偏心。在這種情況下,鐵液旋轉時其速度不斷變化,流動狀態不穩定。為此可采用類似于鑄件造型時的工藝,以標準的模型來制備流嘴,也可以用耐火材料預先制成標準件使用。