您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.k3520.com
地址:河北省泊頭市工業開發區
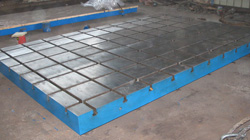
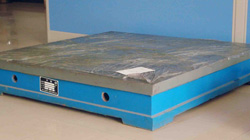
機床鑄件毛坯粘砂缺陷的原因
作者:bthhjx1 發布時間:2016-09-08
內容摘要:機床鑄件毛坯粘砂缺陷的原因
輝宏機械鑄造廠是一家生產大、中型機床鑄件的生產廠家,經過十的鑄造經驗總結出機床鑄件毛坯粘砂缺陷的原因一般情況下,鑄件粘砂缺陷的產生有兩個方面的原因:a.涂料涂層脫落或者開裂,金屬液趁此滲入型砂中,容易形成機械粘砂;當涂料選擇和金屬液不匹配,而干砂中又存在細小沙粒灰塵時,會形成化學粘砂。b.澆注時負壓度大小對金屬液流動能力的影響。負壓度越大,金屬液流動性越好,越容易形成粘砂。
防止粘砂缺陷的措施:
a.選擇具有耐火度高、致密度好、有足夠強度的且能牢固粘結模樣的消失模涂料;
b.造型階段緊 不可過大,防止涂料層受到損傷;
c.根據鑄件材質合理控制負壓度,鑄鋼件為40-59Kpa,鑄鐵件為26.7-53.3KPa,鋁合金件為0-26.7KPa。
d.澆鑄過程中澆注溫度不宜過高,一般模樣比同條件下砂型鑄造高30-50℃。
e.減少型砂間間隙,選擇較為細小的原砂,一般鑄鋼鑄鐵件用28-55目原砂作為型砂,鑄鋁件用50-100目原砂作為型砂。