您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.k3520.com
地址:河北省泊頭市工業開發區
樹脂砂在出口破碎機鑄件上的應用
作者:bthhjx1 發布時間:2016-03-18
內容摘要:1.鑄件結構特點 錐形破碎機鑄件材質為ZG20Mn5,鑄件壁厚差較大,質量要求高,其形狀結構如圖1所示。 2.樹脂砂的特點 我公司使用的樹脂砂為堿性酚醛樹脂自硬砂,游離甲醛低,固化劑
1.鑄件結構特點
錐形破碎機鑄件材質為ZG20Mn5,鑄件壁厚差較大,質量要求高,其形狀結構如圖1所示。
2.樹脂砂的特點
我公司使用的樹脂砂為堿性酚醛樹脂自硬砂,游離甲醛低,固化劑無氣味,無腐蝕性,利于工人操作。堿性酚醛樹脂及其酸類固化劑中只含有C、H、O三種元素,不含P、S、N等元素,不會在鑄件表面產生滲P、S現象,減少了由其產生的氣孔、裂紋等鑄造缺陷,避免產生氣體,減少了環境污染,并且潰散性好。另外,該工藝還有一個顯著的特點,即澆注時具有其他樹脂的熱塑性和高溫二次硬化現象,并且發氣量較少,發氣速度較低,因而可以防止鑄鋼件氣孔、裂紋等缺陷,鑄件尺寸,表面質量好,且砂型硬化速度較快,硬透性好,常溫硬化強度較高。鑄鋼件等級可從常規鑄造的CT13~15級提高到CT10~12級;表面粗糙度由Ra=100~400μm到Ra=25~100μm。堿性酚醛樹脂砂的硬化速度只與溫度和固化劑種類有關,而固化劑的加入量影響不大。堿性酚醛樹脂砂在高溫下具有熱塑性和二次強度,這一特性對生產破碎機鑄件具有相當有利的作用。因為砂型在受熱情況下,二次強度的建立,增加了鑄型的剛度,能地抵擋厚大熱節處的鑄件脹砂缺陷。堿性酚醛樹脂砂起模時型砂仍保持的塑性,不易黏附在模樣上,砂型表面較光潔,模樣可采用較小的起模斜度。
3.原砂的選擇
我公司采用的原砂為粒形較好的硅砂,SiO2含量大于,含泥量<0.3%,粒度范圍為40/70目(0.450~0.224mm),并且40/70目篩上的砂子含量應>80%。
4.堿性酚醛樹脂及固化劑的選用
選擇質量好的樹脂、固化劑對于型砂質量很重要,我公司選用的堿性酚醛樹脂型號為NF201,外觀為暗紅色液體,黏度≤300mPa·s,密度1.2~1.3g/cm3,24h抗拉強度≥1.0MPa;固化劑為NFG系列脂固化劑,外觀為淺黃色至深灰色透明液體,密度1.163~1.169g/cm3。
5.型砂配比及混制工藝
型砂配比,原砂100%,樹脂加入量占砂重的1.2%~2.0%,根據鑄件大小不同適當調整,固化劑加入量占樹脂的30%~40%,與呋喃樹脂自硬砂工藝不同的是固化速度不能通過增減固化劑的加入量調節,只能通過改變固化劑種類調節。混砂工藝: 先將原砂與固化劑混合均勻,然后再加入樹脂混1~2min出砂。
6.生產應用及工序過程控制
(1)模樣質量控制模樣要有足夠的強度和剛度,表面光潔,要達到模樣要求;上下型均采用型板,使用過程中不變形。
(2)原砂和粘結劑要原砂和粘結劑各項性能指標合格。
(3)可使用時間的控制可使用時間是樹脂砂可以使用而不準超過的 長時間,在此時間以后使用的結果將是流動性和 終的機械強度過低。因此,樹脂硬化反應的開始階段 盡量緩慢,使造型操作能夠及時完成。型砂的使用時間一般控制在8~15min,調整不同快慢型號固化劑的加入比例,以控制型砂的可使用時間。
(4)造型及制芯在造型及制芯前做好各項準備工作。 先準備好芯盒、芯骨、排氣繩和舂砂工具,澆冒口位置擺放確定好,然后混砂,開始造型、制芯工作,要在芯砂的可使用時間內完成全部工作。由于堿性酚醛樹脂的黏度較大,不易緊實,所以在舂箱時要注意緊實到位,各處緊實均勻,起模后表面光潔。型芯要多扎出氣孔,這既有利于型芯水分的逸出,又利于澆注過程中排氣。樹脂砂粘模現象比較嚴重,模樣在 使用前, 刷脫模劑,在脫模劑沒有干燥前,嚴禁填砂造型,否則型砂易和模樣粘連在一起,難以起模。對于不易起模的模樣,在每次造型前都要刷脫模劑,且刷脫模劑前,應將模樣表面清理干凈、打磨平整。橫澆道、內澆道要做出模樣,以便造型時直接成形。起模斜度應稍大些,盡量避免修型。依據型芯的大小、復雜程度及造型工實際可以完成操作的時間,隨時調整型芯砂的可使用時間,以型芯的強度需要。充分考慮型芯的硬透性,防止型芯產生變形。
(5)起模控制制作完成后的砂型及砂芯,停放60min左右即可脫模,此時樹脂砂固化強度已經達到70%左右,模樣及砂芯能從砂型及芯盒中完整地取出而不引起任何尺寸的改變,為防止強度不足,常采用通氣針向下沿著箱壁扎孔,當平均扎入在20mm以下時即可起模。
(6)刷涂料控制樹脂砂的高溫潰散性好,對涂料的刷涂質量要求高,如果涂料層不致密,或涂料黏附性差,容易造成沖砂和粘砂缺陷。因此,刷涂料時涂料層要致密,澆注系統和鑄型側面的刷涂質量。為提高鑄件表面質量,應將非加工面的涂料層磨平,不能有明顯的刷痕。
7.應用效果
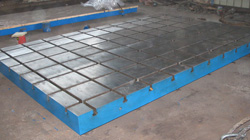
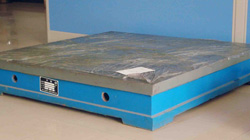
(1)用上述工藝制作的樹脂砂型應用實例如圖2、圖3所示,砂型,表面質量光潔,吊運、翻箱及合箱等過程中不變形。
(2)堿性酚醛樹脂自硬砂工藝性能優良,鑄件廢品率低,表面質量好,尺寸,砂芯易清理,生產操作方便,提高了鑄件的質量,提升了我公司熱加工技術的等級水平。
(3)堿性酚醛樹脂自硬砂在混砂、造型、制芯及澆注過程中氣味較小,了生產現場的環境。
(4)用堿性酚醛樹脂自硬砂生產的破碎機鑄件的質量實例效果如圖4所示,鑄件質量了用戶的認可,為公司開拓了 市場。